

�������ƣ�������ͼ��ҵ����˾
��ϵ�ˣ�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺1419993976@qq.com
��ϵ��ַ����������ɽ�������������嶫���ֲijǶ���4��B3��
�ʱࣺ21400
��ϵ��ʱ����˵����ǣţ�ֲ����Ͽ����ģ�лл��
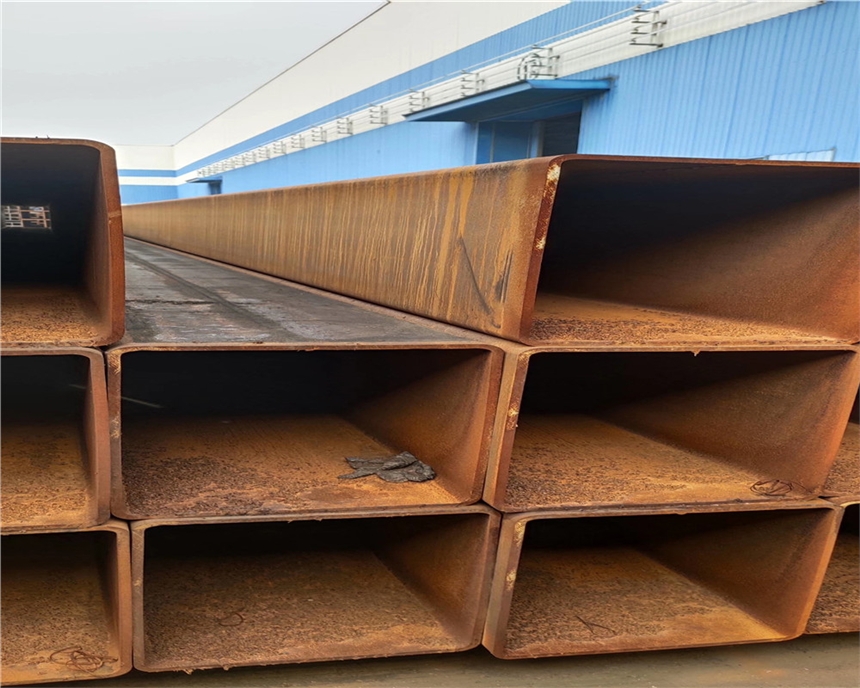
������ͼ��������������Ҫ���������۷��ܡ����ιܡ���Ӫ�����֡��ְ�ȸֽṹ���Ϻͻ�е�������ø֡���Ʒ����������15x15-1000x1000mm, ���ι�10x20-800x400mmΪ����������Χ�������ַ��ܡ����ιܡ����عܡ���п���ܡ�Q345B���ܡ��ͺϽܡ��췽�عܡ���ھ����عܡ���ڷ��عܡ���Ƶ˫���췽�عܡ����ܡ�����Լ����ָֹܣ���п�ӹ����ܲij��ͼӹ��������仡��ܼӹ����� �ں�Χ: 0.5-25mm��Ҳ�ɸ����û�ʵ�������ơ�
��С�ھ�����220*80*10(��ͼ���ܳ�����������
���⣬��ˮ����������ʱ���ڳ�����������Ӧ���˻����Dz�������ģ�������������ڸ���Ļ����¾��Dz���������ӡ�����������ڱ����γ��˳�Ϊ�ۻ�Ĥ�����ܵı���Ĥ��ʵ������ʴ�ԡ��ۻ�Ĥ�����ǻ���ˮ���Ļ���������������˺۱���Ĥ�����䣬����Χ���ڵ�ˮ������ʹ��������ά����ʴ�ԣ���������ֵı���ͱ��������������������ֶۻ�Ĥ�dz�����ֻ��l-3mm�����ڵ��¶�ʱ����ʱ�ʹ��лػ�ɫ�����������Ƥ�ĺ��Ϊ1~2mm��Ҳ����˵���ۻ�Ĥ�����ȵ�1/1���ң��Ӳ�ͬ�ĽǶ��ܿ����ػ�ɫ��ͬ����ɫ������Ƥ��������������ɫ�����ܹ�����
�������ɲ��ܽ��ຬ�ΰ������ʶ��ٵ�Լ������Ϊ���ܽ�����ʻ���Ҳ���ܽ⣬����Һ�и������ӵ�Ũ�����ʵ��ߣ�������SO�����Ρ��Ƶȸ�ԭ������ѡ���Ը�ԭ�𣬲��������ȸߵĽ�ۣ��پ����������ɲ������ȴ���99%�Ľ���ѡ�÷����������е�Ag������AgCl�������У���ѡ�����������ƽ������������ʺϹ��մӽ������ջ�������������AgCl�Ľ������и�ԭ�����������������ͭ���ȵĺϽ����ù����취���б������������ջ��м۽�����
��ֹ�����ϸ�ֳ�����ֹ�������:̼(C)����ֹܣ��������ֹܡ���ϸ��ֹܣ�����(precise)��ֹܣ����ܹ����ܣ���ֹܣ���ھ���ֹܣ�������ֹܣ������ֹܣ�������ֹܣ������ֹܣ����и�ѹ���¯(Boilers)�ܣ����ʹܣ�ʯ��(petroleum)�ѻ��ܵȡ���ֹ���;�ܹ㷺(extensive)��GB5310�㷺Ӧ����ʯ�ͣ������豸�ܵ�������;�IJ���ֽṹ�������Ӧ��֤��ѧ�ɷֺͻ�е���ܣ���������������ѹ���ĸֹ�Ҫ��֤ˮѹ����ϸ��ָֹ�Ҫ���涨��֤������һ����;����ֹ�����ͨ��̼(C)�ؽṹ�֣��ͺϽ�ṹ�ֻ�Ͻ�ṹ�����ƣ������࣬��Ҫ������������Ĺܵ���ṹ�㡣
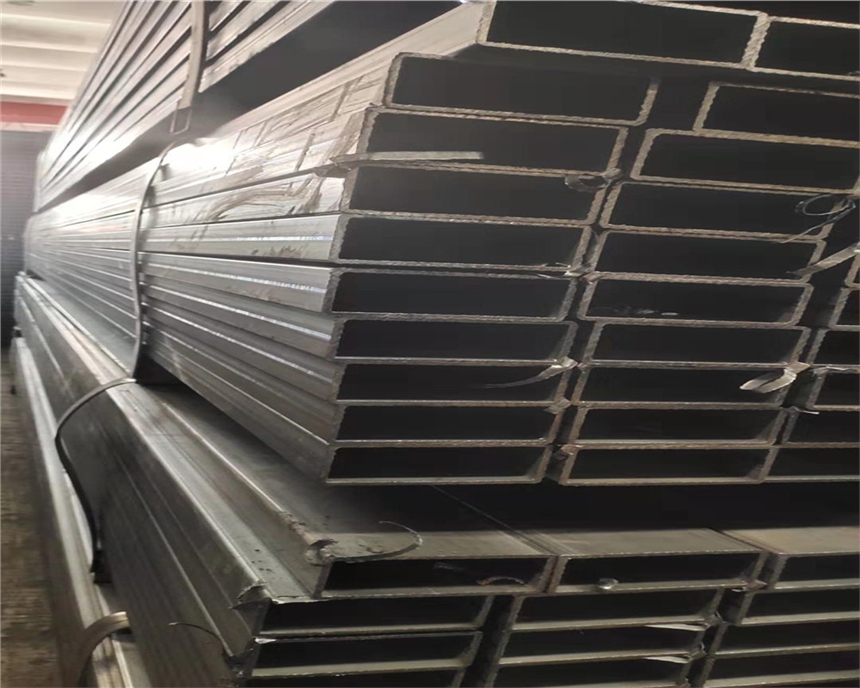
��С�ھ�����220*80*10(��ͼ���ܳ�����������
���ֱ���״̬�����ġ�ֻ��ż�����г�ϴ����ȥ���ҳ���������ʴ�����ã�Ҳ��������ȥ�������Ϳд��Ⱦ�����Ƶ�����������Ⱦ�������ʮ��������������ʦ��һֱѡ�ò����������ɱ�Ч��õ��Խ�������е����ཨ������˵��������ѡ�����ȷ�ԡ���Щ�Ƿdz����й����Եģ���ŦԼ�е�Chrysler���á�������������Ӧ���У��������������ò�����ô����עĿ�������ڽ��������ѧ�����ܷ���ȴ������Ҫ���á������ڲ���ֱ�������ͬ��ȵĽ������ϸ�������ĥ�Ժ���ѹ���ԣ��������˿���������ĵط������е�ʱ�����������Ա�IJ��ϡ�
��¯��ʼ���������ȴ�����ţ���ˮ���������ȴ����ֱ���ϲ���ȴ��Ϊֹ��������飬����顣ȫ��ͨˮ���ټ�鹩ˮ����������ˮ�Ƿ�ͨ���������п�¯ǰ���������𣺸�¯ʹ�������ĵط����࣬��Ҫ��ú���ܵ�ϵͳ�뱣��ϵͳ������ʱ������Ӧ�������ܴ�Ȼ���ٽ����������¯�������Ա㽫����ˮ�ų����������ͨ��ú���ܵ����������ţ�������Ӧ�ķ�ɢ������������Ƿ�ͨ�������Ƿ������ܡ��������п�¯ǰ���Գ������Գ��ķ�Χ�Ϲ㣬������ת�豸��������Գ���

��ֹܶ��壬��ֹܷ�չ��״����ֹܸſ�[�ֹ�]��ֹܷ�չ��״����2010��2��24���������þ������Դӽ��ڵ���ֹ����մ�11.06%��12.97%���ȵķ�������GB5310��Ҫ���������ѹ��������ѹ����������¯�ܵ����õ�����̼�ؽṹ�֡�
�췽�ܣ����ķ��Ľǵĸֹܣ�����ֹ���μ�ѹ���͵ķ��ֹܣ��췽�ܺͺ��ӷ������ű��ʵIJ�𡣸ֹܾ����пս��棬����������������Ĺܵ���

�ֹ���Բ�ֵ�ʵ�ĸֲ���ȣ��ڿ�
�俹Ťǿ����ͬʱ������һ����ᣬ��һ�־��ý���ֲģ��㷺��������ṹ���ͻ�е�������ʯ����ˡ����������ᡢ���г����Լ�����ʩ�����õĸֽ��ּܵȡ��øֹ����컷�����������߲��������ʣ������칤��Լ���Ϻͼӹ���ʱ������������Ȧ��ǧ�ﶥ�ȡ�2013�����øֹ������졣�ֹܻ��Ǹ��ֳ�����������ȱ�ٵIJ��ϣ��ܡ���Ͳ�ȶ�Ҫ�ֹ������졣�ֹܰ���������״�IJ�ͬ�ɷ�ΪԲ�ܺ����ܡ��������ܳ���ȵ������£���Բ�ιܿ�������������塣Բ�������ڳ����ڲ����ⲿ����ѹ��ʱ�������Ͼ��ȣ���������ֹ���Բ�ܡ�
��С�ھ�����220*80*10(��ͼ���ܳ�����������
�����ȴ����ǽ�������������һ���Ľ����м��ȵ����˵��¶ȣ����ڴ��¶��б���һ��ʱ������Բ�ͬ�ٶ���ȴ��һ�ֹ��շ����������ȴ����ǻ�е�����е���Ҫ����֮һ���������ӹ�������ȣ��ȴ���һ�㲻�ı乤������״������Ļ�ѧ�ɷ֣�����ͨ���ı乤���ڲ�������֯����ı乤������Ļ�ѧ�ɷ֣��������ƹ�����ʹ�����ܡ����ص��Ǹ��ƹ�������������������һ�㲻���������ܿ����ġ�Ϊʹ����������������Ҫ����ѧ���ܡ��������ܺͻ�ѧ���ܣ�������ѡ�ò��Ϻ��ֳ��ι����⣬�ȴ������������DZز����ٵġ�
Ȼ�������м������IJ���ָ��֣����Խ����ȴ������ı���ǿ������ʽṹ�������֮���Բ������⣬�����京�и����ڸֱ������γ�һ�����ܵ�����������Ĥ�����Լ1~5A�z1A=1-8cm�{���ⱡ����һ�㣬ȴ�����Ž������������Ĺ��ܣ���һ��Ĵ�������ˮ�Ļ����£������Է�ֹ��ʴ�Ե������Һ��������ʴ�����������ڲ��IJ��ʲ����ֺ�����������ǣ������㱣�����ܵ�����Ի�еʽ�z����˩{��ѧʽ�����ˣ���һ������»������Ļ����£��������������������Ա����ڲ�����������ʴ����涨1.1���ܵİ�װ����Ӧ������������������ص㣬������������ȫ�����ȵĺ;���Ч���������£����ʩ����λ��ʩ�����������ۺ�ȷ����װ����ѡ����Ӧ�ֱ������ʩ���εĵ��㷴�����Ӷȡ��˼���������������ʱ֧�������ȶ��Ժͷ���������ܵ�ˮƽ�����Ƚ������㣬��Ҫʱ���мӹ̴������۲�ȡ����ʩ������������ʽʩ��ǰ��Ӧ������ƴװ����װ����ȷ������ɽ�����ʽʩ��������2.1���ܰ�װĿǰ���õ�Ϊ�߿�ɢװ������װʱ��Ҫ���ؽ��ּ���ϣ����ּܵĴ�������м��㲢�����ܲ����������ܽ��д��裻̨������øֹܿۼ�ʽ���ּܣ����˼�С��1.5m��1.5m����˼�С��1.5m����˼��.4m�����ְ����̲����Σ����ְ徻��.1m���������ƽ̨�߶ȱ���.1m��ƽ̨���������˫������ż�ɨ�ظˣ�ƽ̨ǰ����������ˡ�3ƽ̨����߶ȣ�ƽ̨����ߵ�����������ױ��Լ.3m��̨��Χ�����а�ȫ������ʩ����ȫ������ȫ���ˣ����й�ʩ����Ա���µ�ͨ������ݡ����������ƫ���Ա������ƽ��������и��⡣ÿ��������������Ӧ�ı�ߣ��ź����ߣ�����ʩ��ǰ�����߽��и��⣬�����涨Ҫ��������������������3.1���ݰ�װͼ�ı�ţ���õ�ʵ�������ƽ�棬�����Ҹ˼��������Ӳ�һ��š����λ������������Ӧ�γ�һ�������Ľ�������������������ӱ���һ��š����λ������������������Ӳ���һ��š����λ����Ҫ��Ϊ��װ���Ҹ����ɿڷ���3���Ҹ˰�װ˳���������������Ҹ�����š��Ӧ�븹�˺�������š�����ν��С������ղ���Ҫ��4.1���������ܰ�װ�����У�Ҫ�ر�ע��������ĵ�ʵ�����ߵ�ȷ����ǿ��˨��š���̶ȡ��Ӷȼ����γߴ�Ŀ��ơ�װ�ж�֧�ܱ������㹻��ǿ�Ⱥնȣ���������ڵ㵽�涨��ߣ��������߳��涨ֵ��������5.1���洦����Ԥ����߲�������ڹ�̡���Ʒ�Χ֮�ڣ�װ�����ܳ�Ϊ�ȶ����Ժ�֧������ʱ������ͬʱ����ٶȱ���һ�£�����5.3���������Ӷ����߷������������䣬ÿ��Լ��1mm��

